Search this site
The problems with voids in your cured adhesive include:
- Pitted surface (Figure 1)
- Reduced bond strength
- Decreased environmental resistance
- Lower thermal and electrical conductivity
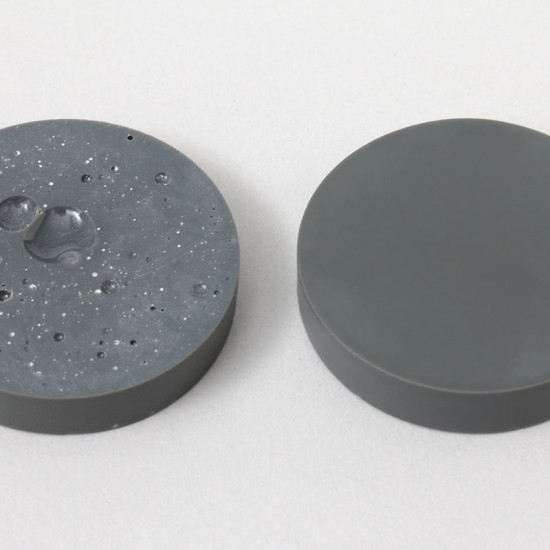
Figure 1: Cured adhesive with voids (left) and properly degassed (right)
Why voids occur
Stirring – Mixing multi-part adhesives requires a great deal of stirring, a process that whips in a lot of air, as you can see in Figure 2.

Figure 2: Whipped in air
Viscosity – Thicker adhesives inhibit the ability of bubbles to migrate to the surface.
Fillers – Fillers have micro air bubbles attached to their surface.
Heat Curing – Micro-bubbles expand during a heat cure process. Sometimes many small bubbles combine to make large voids.
Removing bubbles through vacuum degassing
Applying a vacuum reduces pressure, which enlarges bubbles and increases their buoyancy – allowing them to rise to the surface and escape.
Vacuum degassing can be static or dynamic. Mixing under a vacuum (dynamic degas) is the best way to remove trapped bubbles. In Figure 3, you can see the before and after of an adhesive mix that’s been degassed.

Figure 3: Adhesive mix before and after degassing
Vacuum degassing introduces another variable that can affect your mix: contaminants. In next month’s newsletter, we’ll cover the two main reasons why your vacuum chamber could be ground zero for contaminants.
Let Appli-Tec remove your adhesive mixing headache
Engineers rely on Appli-Tec and our packaged PMF adhesives because when a part fails, they know it’s not the adhesive.
Appli-Tec conducts incoming inspection, including FTIR validation, of each adhesive before its use. Our mixing environment is temperature and humidity controlled, and mixing is performed to a documented procedure with every lot number, quantity and time recorded.
It’s why you get consistent results, every single time.

New Applications
I want to discuss my application challenges, order samples, or place a first-time order.
Existing Applications
I need to reorder an existing part number, I have a BOM/Spec.